封头拉伸伺服液压机拉伸工艺如图所示,凸模固定于拉伸滑块上的上模快换装置及接筒上,模圈安装于压边滑块内,根据不同规格工件采用不同规格模圈,压边圈固定于模圈上,凹模固定于
移动工作台上,顶出旋转装置固定于下横梁内。
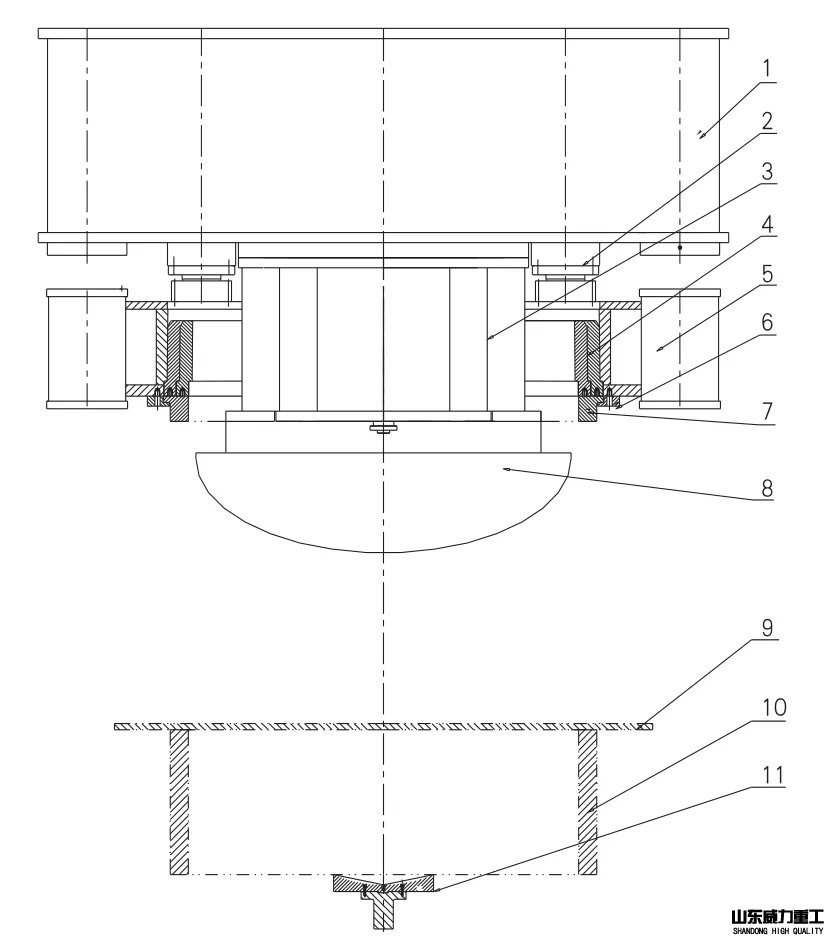 1-拉伸滑块 2-压边缸 3-上模快换装置及接筒 4-模圈5-压边滑块 6-压边圈安装法兰 7-压边圈 8-凸模9-工件 10-凹模 11-顶出旋转装置
1-拉伸滑块 2-压边缸 3-上模快换装置及接筒 4-模圈5-压边滑块 6-压边圈安装法兰 7-压边圈 8-凸模9-工件 10-凹模 11-顶出旋转装置
其工艺流程为:液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。










